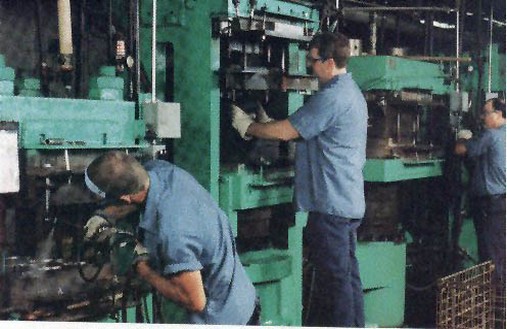
After the rubber has been mixed, and the inserts prepared with adhesive, they then have to be molded into bushings.
We use both transfer and compression molding processes.
Our presses are heated to 300 degrees F., and the rubber is placed under 1,800 PSI of pressure to form and cure the parts. During this process the rubber vulcanizes, and the adhesive bonds the rubber with the steel or nylon liner. Care must be taken to get a proper cure, and to "bounce" blisters out of the part.
P.O. Box 24830 Dayton, Ohio 45424
Phone (937)233-4211 Fax (937)233-7836